



Look like you have not added anything to your cart. Go ahead & explore top categories.
Continue Shopping
Look like you have not added anything to your cart. Go ahead & explore top categories.
Continue Shopping
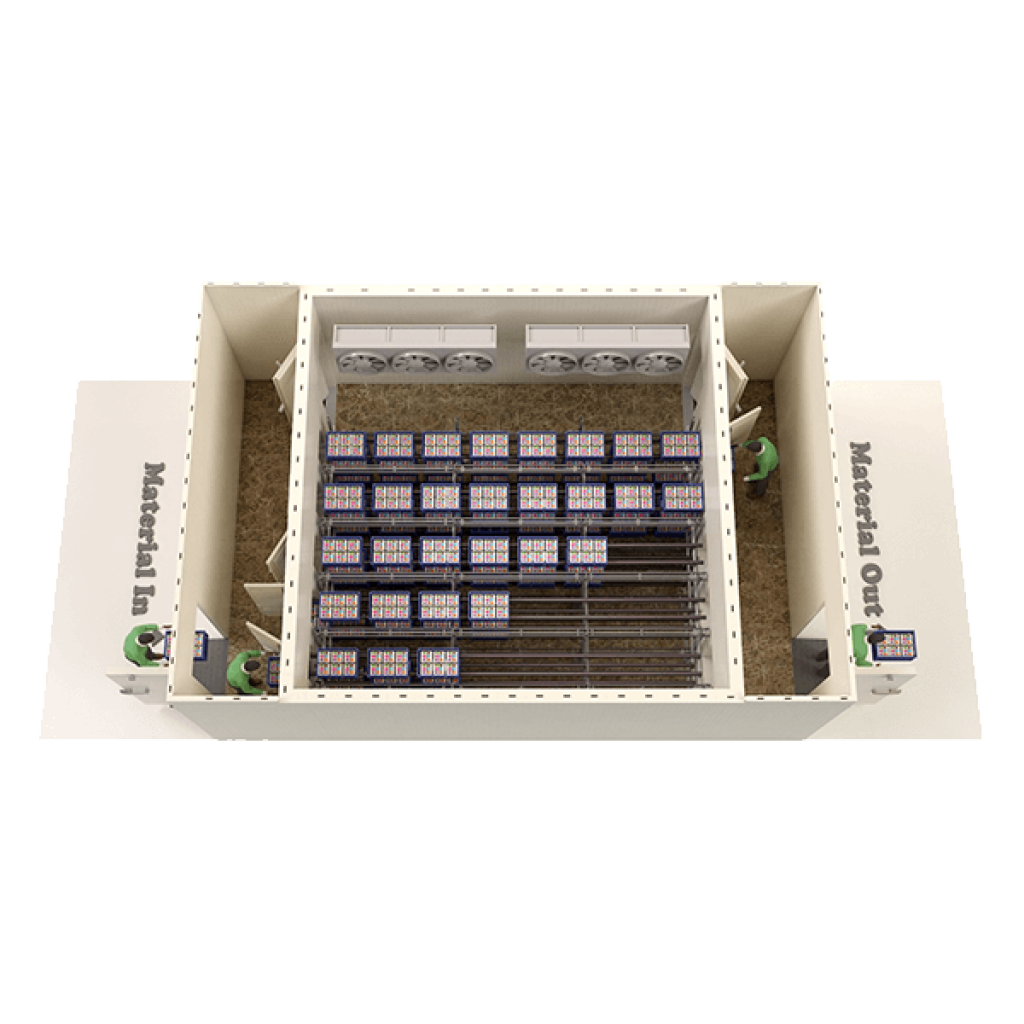
Ice Make Blast Chiller & Freezer: Rapid cooling systems extending food shelf life. Cold room type (200-2000kg) & mini units (50-100kg). Freezer: -25°C to -38°C, Chiller: 2°C to 8°C. Applications: ice cream, meat, seafood, curd, paneer. Features precision control, auto defrost, thick PUF insulation. Ideal for hotels, bakeries, confectioneries, food processing industries.
Blast Freezers and Chillers are critical systems designed to extend food shelf life through instant chilling or freezing. These machines are tailored to meet specific customer needs, enhancing quality and operational efficiency across multiple industries.
Key Features:
Capacity Range: 200 kg to 2000 kg
Performance Benefits:
Capacity Options: 50 kg and 100 kg
Ice Make Blast Chillers & Freezers provide reliable, efficient solutions for rapid food cooling and preservation across diverse food industry applications.